









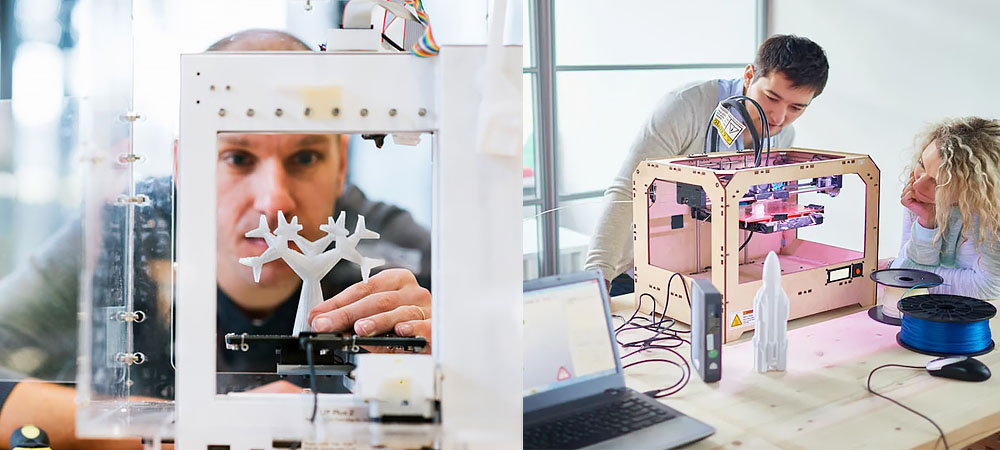
پرینت 3 بعدی یا چاپ سهبعدی یا 3D Printing فرآیندی سیستماتیک است که طی آن مواد بهصورت کنترلشده به یکدیگر پیوند داده میشود تا یک شی ملموس و سهبعدی ساخته شود. معمولاً این کار بهصورت لایهلایه روی هم انجام میشود. در تعریفی دیگر، چاپ سهبعدی هر فرایندی را گویند که در آن با قرارگیریِ پیدرپیِ لایههایی به روی یکدیگر، در یک سطحمقطع دوبعدی، اشیائی سهبعدی ساخته میشود. این فرایند نظیر همان رویدادی است که با پاششِ مرکب یا جوهر بر روی کاغذ در انواع دیگر چاپ سراغ داریم؛ با این تفاوت که در چاپ سهبعدی این اتفاق با تبلور، سفتشدن یا انقیاد یک مادهٔ مایع یا پودرمانند در هر نقطه از مقاطعِ عرضیِ آن جسمی که میخواهیم چاپش کنیم میافتد. وجود رایانه در چنین فرایندی یک ضرورت است، چراکه پایه و اساس آن بر طراحی به کمک کامپیوتر به اختصار "کَد" استوار است. معمولاً چاپ سهبعدی برای ساخت پیشنمونههای پلاستیکی یا فلزی در فرایند طراحی اجزائی جدید از یک محصول بزرگتر کاربرد دارد. بااینحال، میتواند در ساخت یک محصول کامل برای ارائه به مشتریان نیز بهکار آید. آنچه با چاپگرهای سهبعدی ساخته میشوند دامنهٔ وسیعی دارد: از پیکرههای کوچک پلاستیکی گرفته، تا بافت قالبها، قطعات استیل ماشینآلات، و ایمپلنتهای تیتانیوم که در جراحی استفاده میشوند. امروزه مدلسازی سهبعدی در رشتههای گوناگونی همچون قطعه سازی، معماری، طراحی صنعتی، روباتیک، صنایع هوافضا و… رایج است. این مدلسازیها تا پیش از این به شکل تصاویر دوبعدی روی صفحههای نمایشگر یا روی کاغذ ارائه میشدند تا افراد با دیدن آنها درکی از آنچه طراحان در ذهنشان دارند بدست آورند. چاپگرهای سهبعدی توانایی تولید هر نوع قطعهای با هر شکل و زاویهای که باشد، تو پر باشد، یا تو خالی، صاف باشد یا منحنی، … هر قطعهای با هر طراحی را دارد. این نیاز در همه جا قابل لمس است. صنعت، پزشکی، آموزشی، خودرو سازی، نظامی و هر کاری که نیاز به شبیهسازی، تولید ماکت و ساخت طرح اولیه دارد، با استفاده از چاپگر سهبعدی، هم میتواند، فرایند زمانبر شبیهسازی و ساخت ماکت قطعات را تسریع بخشد و تنها با چاپ گرفتن طرح سهبعدی در زمانی بسیار کم، به بررسی قطعه بپردازد. در زیر تصاویر مدل های پرینت شده با تکنولوژی پرینت 3 بعدی رو مشاهده میکنید که نشان گر استفاده از این تکنولوژی در حوزه CG و VFX در سینما و دنیای فیلم و انیمیشن سازی است.امروزه در برخی آثار سینمائی یا استاپ موشن مدل ها رو با تکنولوژی پرینت سه بعدی تهیه میکنند یا برای قسمتهایی از بن کرکتر ها و ربات ها و... این قسمت ها رو پرینت و سپس برای استفاده در قسمت هایی از بدن بازیگر بکار می برند.

قطعا سرعت تهیه مدل های حجاری شده به وسیله زی براش یا مادباکس یا سایر مدلهای طراحی شده و فرستادن آنها مانند یک برگه متن به یک پرینتر متصل به کامپیوتر جذاب و لذت بخش و پرکاربرد هست و اینکه قطعا این تکنولوژی خیلی بیشتر از چیزی که درحال حاضر هست رشد و گسترش پیدا خواهد کرد.آثار متعددی وجود دارند که از این تکنولوژی استفاده کرده و میکنند ، قطعا سرعت و میزان بهره وری از این رویه در کیفیت و بهبهود و صرفه جویی زمان و انرژی و مالی تیم تولید بسیار مؤثر هست.

در سال ۲۰۰۵، مجلههای دانشگاهی، از احتمال استفاده چاپگرهای سهبعدی در رشتههای هنری خبر دادند، که توسط Martin John Callanan در دانشگاه معماری Bartlett پیگیری میشد. به مرور، چاپگرهای سهبعدی، با توانایی ارائهٔ کالاهای اختصاصی مانند قابهای موبایل دلخواه، عروسک، مجسمه و شکلاتهای سهبعدی محبوبتر شدند.
از طرح اولیه پرینترهای 3 بعدی تا نمونه امروزی آن
امکانسنجی و ایده پردازی چاپهای سهبعدی برای بار اول در سال ۱۹۵۰ به ذهن دانشمندان راه یافت. طرح اولیهٔ چاپگرهای سهبعدی در دههٔ هشتاد با نام پیشنمونهسازی فوری ارائه و اولین نمونه از آن توسط چارز هال ساخته و به نام این دانشمند ثبت شد. اما چاپگرهای سهبعدی امروزی برای اولینبار با روش استریولیتوگرافی (SLA) در سال ۱۹۸۶ ساخته و دو سال بعد وارد بازار شدند. در سالهای اخیر فناوری چاپ سهبعدی از پیشنمونهسازی فوری و فرایند تولید صنعتی فراتر رفتهاست به کمپانیهای کوچک و حتی فعالیتهای شخصی راه پیدا کردهاست. چاپگرهای سهبعدی تجاری هرروز فرایند تولیدشان را بهبود میبخشند و با پیشرفتهای ریزودرشت میروند تا راه خود را در بازارِ وسایلِ تولیدکنندهٔ یک محصول نهایی باز کنند. همچنین، پژوهشگران دائماً در پی آزمایش مواد و راهکارهای متفاوت برای یافتن راههایی هستند که بتوان با چاپگرهای سهبعدی محصولات ناهمگونی را از بدنهٔ خودرو گرفته، تا بلوکهای سیمانی و محصولات خوراکی از مواد غذایی تولید کرد.
اولین فناوری چاپ سهبعدی در سال ۱۹۸۰ میلادی مشاهده شد. دکتر کودامای ژاپنی اولین بار این فناوری را به نام خود ثبت کرد. در آن زمان این فناوری نمونهسازی فوری خوانده میشد، این نامگذاری به این دلیل بود که این فناوری در واقع برای ساخت سریع و کمهزینهٔ نمونهٔ اولیه برای یک تولید انبوه طراحی شده بود. سپس «چالز چاک هال» ( Chuck Hull) در سال ۱۹۸۶ میلادی دستگاه استریولیتوگرافی را به نام خود ثبت کرد. البته هال دستگاه خود را در سال ۱۹۸۳ اختراع کرده بود (هال بعدها گفت که اختراعش از تلاش برای حل یک مشکل شروع شد: اولین بار در سال 1983 ایدۀ چاپ قطعات سه بعدی به ذهن چاک هال خطور کرد، در شرکتی حوزه صنعت مبلمان کار میکرد که برای سخت کردن پوشش روی میزها از نور UV استفاده می کردند. او در طول کار مجبور بود نمونههای پلاستیکی را از طریق نوعی قالبگیری تولید کند که خودش آن را «فرایندی واقعاً خسته کننده» توصیف میکرد. او با در نظر گرفتن زمان و تلاش لازم برای این کار، به دنبال راهی بود که روند کاری خود را ساده تر و سریع تر کند) منبع. چاک هال بعد از ثبت اختراع در حال تأسیس و جذب سرمایه گذار برای شرکت 3D Systems بود که در آن زمان به نام RP Systems شناخته میشد و هماکنون نیز یکی از بزرگترین فعالان حوزهٔ چاپ سهبعدی است. در آنجا بود که اولین نمونهٔ این دستگاه را با نام SLA-1 ساخت و در سال ۱۹۸۷ میلادی آن را معرفی کرد و در سال ۱۹۸۸ به اولین تست موفق دست پیدا کرد.

در همان زمانها کارل دکارد که در دانشگاه تگزاس مشغول بود در سال ۱۹۸۷ فرایند نمونهسازی فوری با پخت لیزری قابل انتخاب را با نام خود پر کرد. این ثبت اختراع در سال ۱۹۸۹ میلادی صادر شد و بعد از آن مجوزش به DTM Inc. داده شد و بعدها توسط 3D Systems خریداری شد. در همان سال ۱۹۸۹ میلادی اسکات کرامپ، یکی از مؤسسان Stratasys Inc ثبت اختراع دستگاه مدلسازی لایههای مذاب را اعلام کرد و آن را به کمپانی اختصاص داد. البته این فناوری هماکنون بهصورت مدل متنباز رِپرَپ (RepRap) بسیار فعال است. اصطلاح «چاپ سهبعدی» (اختصاراً 3DP) نخست به فرایند ویژهای تخصیص یافت که توسط دانشمندان دانشگاه امآیتی در سال ۱۹۹۳ (۱۳۷۲ش) ثبت اختراع شد و سپس طی قراردادهایی اجازهٔ (لیسانس) آن به کارخانهداران زیادی واگذار شد. امروزه این اصطلاح بهمثابهٔ یک عنوان عام برای شماری از فرایندهای مرتبط نیز استفاده میشود. مواردی که در بالا به آنها اشاره شد بخشی از مهمترین فعالیتها در تاریخ حوزهٔ چاپ سهبعدی بود که هماکنون این فناوری را به مکانی که هست رسانیده. بهغیر از موارد بالا اتفاقات دیگری نیز در این حوزه رخ دادهاست، مانند ساخت اولین چاپگر رومیزی، اولین چاپگر ارزانقیمت و …
در واقع پروژه رپرپ دربارهٔ ساختن نوعی پرینتر سه بعدی است با توانایی پرینت کردن اکثر قطعات خودش. کلمهٔ RepRap مخفف Replicating Rapid Prototyper به معنی مدلساز سریع خودجایگزین میباشد. پرینترهای رپرپ از نوعی تکنیک ساخت افزایشی بهره میبرند و با افزودن لایه به لایه ماده مذاب، جسم نهایی را پرینت میکنند. یک مفتول پلاستیکی یا سیم فلزی ذوب میشود و برای ساخت قطعات به کار گرفته میشود. گرچه اکثر چاپگرهای سهبعدی رپرپ با پلاستیک چاپ میکنند، تا کنون رپرپهایی نیز ساخته شدهاند که توانایی به کارگیری مواد مختلفی را دارند. به عنوان یک سخت افزار متن باز، تمام طراحیهای تولید شده در این پروژه، تحت پروانه نرمافزار آزاد، پروانه عمومی همگانی ارائه میشوند.
پرینتر یا چاپگرهای سه بعدی 3D Printer
چاپگرهای سه بعدی دستگاههایی هستند که با استفاده از آنها میتوانید از مدل های سه بعدی که در کامپیوتر خود دارید نمونه سه بعدی واقعی بسازید. تکنولوژی استفاده شده در پرینترهای سه بعدی جدید این امکان را به استفادهکنندگان میدهد که از مادههای کامپوزیتی در طراحیهای خود به ویژه طراحیهای صنعتی برای چاپ به صورت سه بعدی استفاده کند. یکی از کاربردهای چاپگرهای سه بعدی ساخت قطعات صنعتی است که طرفداران زیادی در سرتاسر دنیا پیدا کرده است. تولیدات صنعتی بر پایه طراحی دقیق و حرفه ای قطعات استوار است. این امر نیاز به بررسی دقیق نمونه قبل از تولید است، که پرینترهای سه بعدی کمک شایانی در این زمینه به تولیدکنندگان میکند. با استفاده از پرینت سه بعدی میتوان سفارشهای سریع قطعات با ساختار پیچیده را با تمام جزئیات بررسی و نواقص را رفع کرد. دیگر نگران تهیه یک قطعه یدکی کمیاب نباشید، شاید برای شما پیش آمده باشد که یک دستگاه مورد استفاده در محل کار یا زندگی شما دچار نقص شده و نیاز به یک قطعه یدکی پیدا کردهاید، که موفق به تهیه آن از بازار نشدهاید. با فناوری چاپ سه بعدی این مهم ممکن شدهاست که قطعه مورد نیازتان را تولید کنید و حتی به رفع عیب یا نقص احتمالی که موجب خرابی آن قطعه شدهاست بپردازید. شاید مهمترین کاربرد پرینترهای سه بعدی پس از نمونهسازی در صنعت است. پرینت سه بعدی راه خود را در حوزههای مختلفی از صنعت باز کردهاست. از کاربردهای آن میتوان به صنعت ماشینسازی، هوافضا، تولید پوششها و پوستهها و تولید قطعات کاربردی اشاره کرد. پرینت سه بعدی میتواند برای تولید قطعات در تعداد پایین به کار گرفته شود. درحالی که تولید انبوه قطعات میتواند به درازا کشیده شود و هزینهٔ زیادی دارد. پرینتر سه بعدی به فرد کمک میکند قطعات لازم را در کوتاهترین زمان ممکن و با هزینهٔ بهصرفه تولید کند. بهطور کلی میتوان گفت برای تولید قطعات در تیراژ پایین پرینت سه بعدی بهترین تکنولوژی موجود است. پرینت سه بعدی راه خود را به بسیاری از صنایع باز کردهاست.
با توجه به کاربردهای فراوان پرینت سه بعدی در صنعت قطعه سازی و افزایش مزیتهای این روش، از جمله باصرفه بودن آن در مقایسه با سایر روشهای نمونه سازی سه بعدی سنتی در طی مراحل طراحی محصول، میتوان با شبیه سازی و تست نمونههای تولیدی همه جوانب را مانند کارکرد صحیح ، بررسی زیبایی محصول، ارگونومی، نظر سنجی، امکانسنجی تولید انبوه و بازاریابی مورد بررسی قرار داد و در نهایت به رفع اشکالات احتمالی پرداخت و سپس با بهینهسازی آن برای ساخت انبوه قالب اقدام نمود. تمامی محصولات و کالاهایی که بهطور مداوم در جهت کمک به انسانها برای زندگی بهتر، ابداع و تولید شدهاند، در ابتدا، صرفاً ایدههایی ذهنی بودهاند که به مرور توسط افراد مختلف وارد مرحله عمل شده و به تولید انبوه رسیدهاند تا پاسخگوی جوامع امروزی باشند. گسترش تکنولوژی در ساخت چاپگرهای سه بعدی، شامل انواع آنها، و کاربردهای پرینت سه بعدی در صنایع مختلف، امکاناتی برای تولیدکنندگان محصولات تجاری فراهم آورده که بتوانند نمونه ای از محصولات خود را در مراحل مختلف طراحی، تست و بررسی کرده و قبل از تولید انبوه، در اندازههای مورد نظر تهیه نمایند؛ لذا میتوان گفت که استفاده از پرینترهای سه بعدی، آرزوی دیرینه ایده پردازان، طراحان و تولیدکنندگان را برآورده کرده و باعث شده تا پروسه نمونه سازی و مدلسازی، در عین کاهش هزینهها، سرعت، دقت و کیفیت مطلوبی داشته باشد و محصولات و کالاهای مصرفی و تجاری متنوعی تولید و به بازارعرضه شود.
ویژگی چاپگرها یا پرینترهای سهبعدی
تمامی روشهای چاپ سهبعدی ـ که بهاصطلاح «تولید افزایشی» یا «ساخت افزایشی» نامیده میشوند ـ وجه مشترکشان این است که پردازش در آنها بهصورت پیرفتی یا مرحلهمرحله انجام میشود ـ برخلاف آنچه در ریختهگری یا قالبگیری بهصورت تکمرحلهای رخ میدهد، که فرایندی تحکیمی دارند؛ یا آنچه در برشکاری یا برادهبرداری از یک تودهٔ مکعبی حاصل میشود، که فرایندی کاهشی را طی میکنند. ساخت به روشهای چاپ سهبعدی نسبت به شیوههای رایجِ پیشین امتیازات مهمی دارد، ازجمله : 1- عدم نیاز به تجهیزات گرانقیمتی که در کارخانجات ذوب فلزات و برای فرایند فرزکاری بهکار گرفته میشود؛ 2-قابلیت ساخت قطعاتی با ساختار پیچیده و نامتعارف سفارشی، در مدتی کوتاه؛ 3-تولید ضایعات کمتر. از طرف دیگر، اشکالاتی هم در قیاس با شیوههای سنتی ساخت و تولید بر آن وارد است: امکان تولید در تعداد و سرعت کم؛ استحکام، دقت و جلای کمتر سطوح؛ مواد بهنسبت محدودی که میتوانند پردازش کنند و جنس محصولات خروجی را تشکیل دهند؛ محدودیت بسیار در خصوص ابعاد سازهای که میتوان با قیمتی متعادل و بدون اعوجاج از این طریق ساخت.
ویژگی های مشترک بین پرینترهای سهبعدی : ساختار لایهلایه و کاربست یک طراحی سهبعدی کَد در این چاپ اساساً همان دو چیزی است که چاپ سهبعدی را نهتنها از چاپهای دیگر که دوبعدی هستند، بلکه از تمامی شیوههای سنتیِ تولید اجسام متمایز میکند. برای ساخت یک جسم توسط چاپگر سهبعدی صدها و بلکه هزاران لایه بر روی یکدیگر سوار میشوند تا فرم نهایی شکل بگیرد و در مرتفعترین نقطهٔ راستای عمودیاش تکمیل شود. به این فرایند تولید افزایشی گفته میشود. توسط نرمافزارهای کَد، مهندسان مدل رایانهای سهبعدی حجم موردنظر را آماده میکنند، تا با چاپگر سهبعدی ساخته شود. این مدل برای ماشین به برشهای متعدد دوبعدی ترجمه میشود و ـ مبتنی بر یک دستورالعمل ـ به چاپگر گفته میشود که مادهٔ اولیه را دقیقاً در کدام مناطق هر یک از لایههای متوالی پر کند.
دستگاه پرینتر سه بعدی در فرآیند پرینت سه بعدی چگونه کار میکند و جسم را پدید می آورد ؟
در اغلب فرایندهای چاپ سهبعدی، مادهٔ اولیه عبارت است از پلاستیک نرم یا پودر فلز. معمولاً پودر در کارتریجها یا بسترهایی جای گرفته است که در مقادیر بسیار اندکی توزیع میشود و توسط نورد یا تیغهای بر روی بستری که آن بخش از مدل در حال ساختهشدن است تغذیه میشود. ضخامت این لایهها، که بر روی هم مینشینند، به همان اندازهٔ ذرات پودر مادهٔ اولیه است و میتواند تا حدود ۲۰ میکرومتر نازک باشد. در چاپگر سهبعدی ساخت دانشگاه امآیتی (MIT’s 3DP) فرایند لایهگذاری توسط دستگاهی شبیه به هدِ یک چاپگر جوهرافشان انجام میشود. بدین صورت که صفی از افشانکها پیوندهای را طبق الگویی که برنامهٔ رایانهای تعیین کرده است توزیع میکنند، سپس لایهٔ تازهای از پودر مادهٔ اولیه بر روی تمام نقاطی که در حال ساختهشدن است پخش میشود و به همین ترتیب فرایند مزبور تکرار میشود. در هر تکرار، بسترِ سازه درست بهاندازهٔ ضخامت لایهٔ جدید پایین آورده میشود. زمانیکه فزایند چاپ به پایان رسید، حجم ساختهشده بالا میآید، از پودرهای اضافه پاک میشود و بعضاً سطح آن در مرحلهٔ پستولید یک پرداخت نهایی میطلبد. چاپگرهای سهبعدی اولیه بیشتر به ساختن پیکرنماهایی نسبتاً زمخت از جنس پلاستیک، سرامیک و بعضاً گچ قادر بودند؛ اما با گذشت زمان، چاپگرهای پیشرفتهتری ساخته شد که به تولید حجمهایی از جنس فلز با دقت و دوام بیشتر هم توانا شدند.
فرآیندهای پرینت 3 بعدی
فرایندهای مختلفی برای چاپ سه بعدی که با عنوان ساخت و تولید افزایشی یا Additive Manufacturing نیز شناخته میشود، از اواخر دهه ۱۹۷۰ میلادی اختراع شدهاست. پرینترهای اولیه بزرگ و گرانقیمت بودند و در تولید محصول نیز محدودیتهایی داشتند. هماکنون فرایندهای مختلفی برای ساخت و تولید افزایشی در دسترس است. تفاوت عمده بین فرایندها، یکی در روشی است که لایهها برای ایجاد قطعات روی هم نشانده میشوند و دیگری در موادی است که برای فرایند به کار برده میشود. در بعضی روشها، ماده برای ایجاد لایهها ذوب یا نرم میشود، مثل روش ذوب انتخابی توسط پرتو لیزر (SLM) یا لیزر رسوبی فلز مستقیم (DMLS),(SLS), (FDM)، یا (FFF). در روشهای دیگر روی فلز مذاب توسط تکنولوژیهای پیچیدهای کار شده و قطعه ساخته میشود مثل فرایند استریولیتوگرافی (SLA). در فرایند LOM، لایههای نازک از موادی مثل کاغذ، پلیمر و فلز در شکلهای خاص بریده شده و به هم متصل میشوند. هر روشی مزایا و محدودیتهای خود را دارد و به همین دلیل است که برخی شرکتها پودر یا پلیمر خاصی را برای ماده مورد استفاده در فرایند پیشنهاد میدهند. مواردی که در انتخاب یک دستگاه تأثیرگذار هستند، عموماً سرعت انجام فرایند، هزینه دستگاه و محصول خروجی، انتخاب و هزینه مواد و قابلیتهای رنگ است. پرینترهایی که بهطور مستقیم با فلزات کار میکنند گران هستند، در حالی که پرینترهای ارزانتر میتوانند برای تولید قالب استفاده شوند که بعداً برای تولید قطعات فلزی از آن استفاده میشود.
مراحل و روند پرینت سهبعدی چیست؟
با اینکه روشهای مختلفی برای چاپ سهبعدی وجود دارد، اما مراحل اصلی همهٔ آنها مشترک است:
مرحله اول : ساخت فایل سهبعدی: اولین مرحله در چاپ سهبعدی ساخت مدل سهبعدی آن در رایانه است. این کار به کمک تمامی نرمافزارهای مدلسازی سهبعدی مرسوم یا CAD انجام میشود. از مهندسی معکوس و اسکن سهبعدی قطعهای که موجود است نیز در بعضی موارد میتوان استفاده کرد.
مرحله دوم : ساخت فایل STL مدل: برای اینکه چاپگر سه بعدی، بتواند مدل سه بعدی طراحیشده را شناسایی کند، فرمت CAD این مدل باید تبدیل به فرمتی شود که برای چاپگر3بعدی قابل خواندن باشد؛ برای این منظور، فایل باید تبدیل به فرمت استیال (STL: STereoLithography) شود. فرمتهای 3DP و OBJ نیز با محبوبیت کمتری کاربرد دارند. فرمت استیال برای معرفی مدل به چاپگر از چندوجهیها یا مثلثها استفاده میکند. پس از ساخت فایل استیال، آن را داخل یک برنامه ـ که عمل لایهگذاری فایل را انجام میدهد و «Slicer» نامیده میشود ـ در اصطلاح، Import یا واردسازی میکنیم. برنامهٔ «اسلایسر» مدل را میگیرد و آن را تبدیل به G-code میکند. جیکد زبان برنامهنویسی دستگاههای سیانسی و چاپگرهای سهبعدی است.
مرحله سوم : چاپ مدل: دستگاههای مختلف وجود دارند که هر کدام با سازکارهای مختلفی قطعهٔ مدل را چاپ میکنند.
مرحله چهارم : جدا کردن قطعهٔ چاپ شده: در بعضی دستگاهها جدا کردن قطعهٔ کاملاً ساده و بدون مشکل انجام میشود. در بعضی مدلهای صنعتیتر، این کار یک فرایند کاملاً فنی و دقیق است.
مرحله پنجم : پسپردازش (Post-Processing): پسپردازش یا مرحلهٔ پستولید در فناوریهای مختلف متفاوت است. در بعضی موارد قطعه باید زیر اشعهٔ فرابنفش بهعمل آید.
تولید افزایشی یا Additive Manufacturing در پرینت سه بعدی
در واقع این واژهٔ تولید افزایشی یا additive manufacturing است که این روش تولید را از تمامی متدهای تولید سنتی جدا کردهاست. متد چاپ سهبعدی بهنحوی است که لایههایی با دقت کسری از میلیمتر را بهصورت بخش بخش میسازد در حالی که متدهای سنتی تماماً بر اساس برادهبرداری یا قالبریزی و ریختهگری بودهاند و خود کلمهٔ «manufacturing» ریشهٔ لغوی در زبان فرانسوی دارد که به معنای «با دست ساخته شده» است. در روشهای سنتی که ذکر شد محدودیتها و معایب بسیاری دیده میشود. مثلاً در روش برادهبرداری که از یک قطعهٔ بزرگتر به جسم نهایی میرسند؛ معمولاً ۹۰٪ از ماده هدر میرود، که هزینهٔ زیادی برای تولیدکننده و درنتیجه مصرفکننده خواهد داشت. در مقابل ایدهٔ چاپ سهبعدی لایهها را بر روی هم میسازد و هدررفت کمتری مادهٔ اولیه خواهیم داشت، بهصورت خودکار انجام میشود و دقت بالایی نیز دارد. چاپ سهبعدی یک فناوری توانمند است که طراحان را تحریک و تشویق میکند و به آنها آزادی طراحی بیسابقهای میدهد و این در حالی است که این فرایند ابزار کمتری نیاز دارد و نتیجتاً باعث کاهش هزینههای سنگین میشود. همچنین بهوسیلهٔ این فناوری قطعات را میتوان بهطور خاص طراحی کرد و نیازی به مونتاژ با هندسه و ویژگیهای پیچیده برای دستگاه نیست. این فناوری همچنین بهعنوان یک فناوری با مصرف بهینه انرژی ظهور کردهاست و همچنین هیچگونه آلودگیای برای محیط زیست ندارد. با استفاده از مواد استاندارد طول عمر قطعات بیشتر میشود، آنها کاهش مییابد و در عین حال استحکام بالا میرود.
کابردها : کاربرد پرینت سه بعدی در هوافضا
چاپ سهبعدی در هوافضا، نوآوری سریع و پروازی با اعتمادبهنفس را رقم میزند. این فناوری به محققان کمک میکند ایدههای خود را بهراحتی تصویرسازی کنند و بهتر بتوانند تحقیقات خود دربارهٔ فضای ماوراء جو زمین را کامل کنند. در گذشته، طراحان در هوافضا باید زمان زیادی را صرف تصور و مدلسازی میکردند. امروزه فناوری چاپ سهبعدی این اجازه را به مهندسان هوافضا میدهد که در ساخت تجهیزات، دستگاهها و قطعات یدکی هواپیما بتوانند اختراعات خود را بهسادگی نمونهسازی کنند و قالبهای مختلفی را چاپ کنند و حتی در تعمیر قطعات هواپیمای خود سرعت عمل بیشتری داشته باشند. عدم وابستگی به ساخت در قالبها و درنتیجه افزایش توانایی برای تولید قطعات پیچیده بدون محدودیت در هندسه باعث شده که این روش نسبت به روشهای قدیمیتر همچون ریختهگری و ماشینکاری پیشرفت چشمگیری داشته باشد. از مزایای استفاده از این فناوری ساخت قطعات یکپارچه و مستحکم است، به گونهای که دیگر نیاز به مونتاژ چندین قطعه روی هم نیست. در سالهای اخیر، شاهد تولید نهایی قطعات موتور فضاپیماها و موشکها توسط چاپگرهای سهبعدی هستیم.

با توجه به محدودیتهای موجود در بهکارگیری روشهای دیگر ساخت قطعات در فضا شیوهٔ استفاده از چاپ سهبعدی روشی منحصربهفرد در ساخت قطعات موردنیاز در فضا است. بطورکلی کاهش وزن سبب کاهش سوخت در صنعت هواپیماسازی میشود. شرکت تحقیقاتی EADS موفق به تولید قطعاتی شده است که از نظر وزن بسیار سبکتر از نمونههای مشابه است.
کاربرد پرینت سه بعدی در معماری
ساخت سریع جزئیات ساختمان، مدلها و ماکتهای بادوام از طراحیهای مختلف معماری بهتر از هر روش دیگری با چاپ سهبعدی امکانپذیر شده است. فناوری چاپ سهبعدی به معماران و شرکتهای معماری کمک میکند که به طرز حیرتانگیزی ماکتی بادوام و دقیق از مدلهای طراحیشده و آرایههای مختلف طرح خود داشته باشند. از پرینترهای عظیمالجثه هم برای ساخت ساختمان استفاده میشود. این کار برای افزایش بهرهروی، صرفهجویی در زمان و هزینه و کاهش اتلاف مواد و انرژی انجام میگیرد. با استفاده از دستگاههای تمام اتوماتیک هزینهٔ نیروی انسانی پایین میآید و با استفاده از مواد اولیهٔ محلی، انرژی صرف شده برای حمل و نقل مواد کاهش مییابد. از ساختمانهایی که با پرینت سه بعدی ساخته شدهاند میتوان به ساحتمانهای روستای شمبالا در ایتالیا، ساختمان موزهٔ بنیاد آیندهٔ دبی و …

کاربرد پرینت سه بعدی در خودروسازی
چاپ سهبعدی نمونه طراحی شده قطعات در خودروسازی و بررسی دقیق نمونه، قبل از تولید، از کوچکترین خطایی در تولید جلوگیری میکند و به طراحی دقیقتر تجهیزات کمک میکند. مهندسان میتوانند، با چاپ سهبعدی نمونهٔ قطعات با حجم کم، بررسیهای لازم را دقیقتر انجام دهند و از تولید و اشتباهات مکرر جلوگیری کنند. چاپ سهبعدی موانع نوآوری در تولید را میشکند و حرکت در راستای تولید مطمئن را سرعت میبخشد. شرکت سوئدی کونیگزگ در سال ۲۰۱۴ یک ابرخودرو را معرفی کرد که بسیاری از اجزای آن از طریق تکنولوژی پرینترهای سه بعدی طراحی و اجرا شده بود. نام این خودرو که نخستین خودرویی است که با این تکنولوژی ساخته شد Urbee میباشد.

کاربرد پرینت سه بعدی در تولید قطعات صنعتی و تجهیزات نظامی و پزشکی
تولیدات صنعتی بر پایهٔ طراحی دقیق و حرفهای قطعات استوار است. این امر نیاز به بررسی دقیق نمونه قبل از تولید دارد، که چاپگرهای سهبعدی کمک شایانی در این زمینه به تولیدکنندگان میکند. با استفاده از چاپ سهبعدی، میتوان سفارشهای سریع قطعات با ساختار پیچیده را با تمام جزئیات بررسی و نواقص را رفع کرد. تجهیزات نظامی دارای ساختاری پیچیده و قطعاتی ظریف و حساس است، که این امر مدلسازی و ماکتسازی طرح اولیه را مشکل میکند. با استفاده از چاپگرهای سهبعدی، میتوان هر نوع قطعهای با هر ساختاری را چاپ کرد. در طراحیهای صنعتی بهعنوان پیشساز قطعات نیز از چاپگرهای سهبعدی استفاده میشود. برای تولید تجهیزات پزشکی و طراحیهای دقیق در این زمینه، و همچنین تولید اندامهای مصنوعی، نیاز به تولید طراحی قالبهایی با ابعاد و متریال بادوام است که چاپگرهای سهبعدی پاسخگوی این نیاز در علم پزشکیاند.

کاربرد پرینت سه بعدی در پروسه زیستچاپ
زیستچاپ سهبعدی اصطلاحی است که در تعریف کاربرد راهکارهای چاپ سهبعدی برای تولید ساختارهای زیستی، نظیر بافتها و اعضای بدن، استفاده میشود. زیستچاپ عمدتاً بر مبنای فنّاوریهای موجودِ چاپ، نظیر چاپ جوهرافشان و لیزری، توسعه یافته است؛ با این تفاوت که در آن از جوهر زیستی (تعلیقهایی از سلولهای زنده و محیط کشت سلولی) استفاده میشود، و ممکن است در مایکروپیپتها یا ابزاری نظیر آن آماده شده باشد که نقش کارتریج را در چاپگر ایفا میکند. اعضا و نسوجِ حاصل از فناوری زیستچاپ سهبعدی به کمک سلولهای بنیادی مشخصاً در خدمت پزشکی ترمیمی قرار میگیرند. این فناوری قادر است به بیماری که نیاز به پیوند اعضا دارند کمک شایانی کند. فناوری چاپ زیستی سهبعدی با چاپ اندامهای زنده به کمک سلولهای بنیادی و مواد زیستی میتواند این مشکل را حل کند. چاپ سه بعدی در عصر جدید پیشرفت بسیار داشته است و تقریبا همه گیر شده است. به طور مثال یکی از کاربردهای چاپ سه بعدی در این عرصه یک شکاف نای بوده است که در دانشگاه میشیگان برای نوزادانی که دارای نقص مادرزادی نای ضعیف بودند تولید شده است. تیم جراحی مهندسی زیستی با کمک سی تی اسکن نوزاد، آناتومی نوزاد را چاپ سه بعدی کردند تا شکاف نای را بپوشانند. بافتی از برونکوس نوزاد درون شکاف قرار میگیرد و همچنین دستگاه چاپگر سه بعدی از یک ماده مشابه نخ جراحی قابل جذب ساخته شده بود به طوریکه وقتی نای نوزاد درمان شد خودش به تدریج جذب شود.

کاربرد پرینت سه بعدی در ساخت کامپیوترها و رباتها
به دلیل آزادیای که پرینت سه بعدی در شخصیسازی ایجاد میکند، از آن در ساخت کامپیوتر یا لپ تاپ و ربات نیز میتوان استفاده کرد، برای مثال لپتاپهای VIA OpenBook و Novena. این لپ تاپ یک لپ تاپ اوپن سورس است که فرد میتواند مادربرد را جدا خریده و روی آن نصب کند و باقی اجزای آن قابل پرینت است.
کاربرد در طراحی و ساخت صنایع و موضوع کاهش هزینه تولید
با توجه به اینکه ساخت یک یا چند نمونه از مدل طراحی شده، نیازمند ساخت قالب و سایر پروسههای قطعه سازی نمیباشد، بنابراین هزینهها کاهش یافته و در عین حال امکان ساخت نمونه قطعات پیچیده و مونتاژ و اسمبل کردن آنها با یکدیگر وجود دارد؛ لذا در این روش، ساخت نمونه یا تولید محصولات سفارشی و خاص در تیراژ اندک، بسیار اقتصادی و با صرفه میباشد.
فرآیند استریولیتوگرافی یا SLA چیست ؟
این روش نخستین روش در حوزهٔ چاپ سهبعدی است، که در سال ۱۹۸۸ میلادی توسط شرکت 3D SYSTEMS آمریکا، بر اساس اختراع آقای چارلز هال (Charles Hull) معرفی شد. در این روش، از رزین فوتوپلیمر برای تولید قطعات استفاده میشود، که آن را بهصورت گزینشی توسط لیزری با طولموج خاص سفت میکنند. دستگاه استریولیتوگرافی از یک سکوی ساخت تشکیل شدهاست، که قطعهٔ موردنظر بر روی آن ساخته میشود و در داخل یک مخزن حاوی رزین در راستای عمودی حرکت میکند. همچنین یک سیستم لیزر در بالای دستگاه قرار دارد که بههمراه یک سیستم اسکن لیزر دوبعدی لکهٔ لیزر را بر روی سطح رزین در قسمت مشخص میتاباند و باعث سفتشدن آن و تشکیل قطعه میشود. قطعه بهصورت لایهلایه بر روی هم ساخته میشود و به بالا میآید و ضخامت هر لایه در این روش حدوداً ۷۰ تا ۵۰۰ میکرون است. در این روش، لازم است تا در زیر قسمتهایی از قطعه که دارای زاویهٔ منفیاند ساپورتگذاری شود، که این کار توسط نرمافزارهای مربوطه انجام میشود. نیاز به ساپورتگذاری در این روش برخی محدودیتها را در قطعات تولیدی ایجاد میکند.

کوتاه شدن مدت زمان ساخت و سبکی وزن قطعات و قابلیت استفاده سریع
از جمله ویژگی استفاده از پرینت سه بعدی کوتاه شدن مدت زمان ساخت و سبکی وزن قطعات و قابلیت استفاده سریع است ، چاپگرهای سه بعدی صنعتی معمولاً سرعت مناسبی را برای ساخت قطعات مختلف ارایه میکنند، که بسته به مدل و نوع پرینترهای سه بعدی، متفاوت است. بههرحال مدت ساخت نمونهها، بهطور چشمگیری از ساخت ماکت و مدل به روشهای سنتی، سریعتر و دقیقتر است.در بعضی از صنایع خصوصاً هوا و فضا، ساخت نمونههای سبک برای تست کارکرد آنها، الزامی است. متریال استفاده شده در پرینترهای سه بعدی دارای جرم حجمی پایینی هستند که مدل ساخته شده دارای وزن کمی به نسبت حجم آن میباشد.پس از ساخت نمونه مورد نظر توسط چاپگرهای سه بعدی، مدل ساخته شده بلافاصله قابل استفاده میباشد. در موارد خاصی مانند ماکت سازی در حوزه معماری یا ساخت نمونه با کاربردهای آموزشی، اسباب بازی و لوازم تزیینی، قطعات مورد نظر امکان صیقل کاری، پولیش، رنگ آمیزی و در نهایت مونتاژ را دارا هستند.
دقت در ساخت
ساخت نمونههایی با دقت بالا از دیگر کاربردهای پرینت سه بعدی میباشد. مثلاً در چاپگرهای سه بعدی صنعتی با تکنولوژی FDM دقت ضخامت لایهها حتی تا ۴۰ میکرون هم قابل انجام است. همچنین ضخامت لایهها برای نمونههای مختلف، متناسب نیاز و کاربرد آنها قابل تنظیم و سفارشی سازی است که طراحان و تولیدکنندگان در صنایع مختلف میتوانند بسته به نیاز خود، دقت و رزولوشن نمونههای قابل ساخت را تنظیم نمایند. مدلهای ساخته شده با این روش، بیشترین شباهت را به طرح مورد نظر خواهند داشت.
تولید در تیراژ محدود و بررسی کارکرد محصول
گاهی ممکن است یک طرح قابلیت کاربرد خاصی داشته و در نتیجه نیاز به تعداد محدودی از محصول تولیدی باشد. در اینجا نیز چاپگرهای سه بعدی صنعتی به کمک متخصصان آمده و میتوان با تولید محصولاتی با کاربرد خاص، در تیراژ محدود اقدام به تولید و عرضه نمود. بررسی محصول طراحی شده از نظر کارکرد صحیح نیز از عواملی است که ساخت نمونه با پرینترهای سه بعدی را بهخوبی توجیه مینماید. بدینگونه طراحان میتوانند در طی مراحل مختلف طراحی محصول، نسبت به ساخت نمونه اقدام کرده و آنرا بررسی و تحلیل نمایند، و در صورت لزوم به رفع مشکلات و نواقص طرحها بپردازند. این کار باعث صرفه جویی در وقت و هزینه طراحی محصولات نیز میشود و ریسک تولید را کاهش میدهد.
ارگونومی و نحوه مونتاژ
که میتواند نقش مهمی را در پروسههای تولید و بازار مصرف داشته باشد. متخصصان تولید و مونتاژ میتوانند نمونههای تولیدی را از نزدیک بررسی کرده و با لمس فیزیکی نمونههای ساخته شده، با آن ارتباط برقرار کرده و در صورت لزوم به تست قطعات و اسمبل کردن آنها بپردازند تا در نهایت اشکالات احتمالی را یافته و در مرحله طراحی، اصلاح نمایند. با ساخت نمونههایی از محصولات مورد نظر بوسیله دستگاه پرینت سه بعدی، امکان ارایه آن به متخصصان، صاحبنظران و حتی قشرها مختلف جامعه فراهم میگردد. ایشان میتوانند از نزدیک به بررسی و کاربرد نمونهها پرداخته و نظرات تکمیلی خود را به کارفرمایان و طراحان اعلام نمایند تا در جهت بهبود کاربردی محصولات، قبل از اقدام به تولید نهایی بکار گرفته شود.
تعامل بهتر و بازایابی انبوه
ساخت نمونه از یک محصول، قبل از پروسه ساخت قالبهای آن، این امکان را فراهم کردهاست که طراحان و قالبسازان با یکدیگر تعامل بهتری داشته و با بررسی جامع نمونههای ساخته شده، کلیه جوانب ساخت و تولید را مورد مطالعه قرار دهند. با بررسی پیچیدگیهای احتمالی طرحها، امکان سادهسازی و بهینه کردن آنها قبل از تولید انبوه فراهم میشود و در نتیجه قالبها و محصولات نهایی با کمترین ریسک وحداقل هزینه و بیشترین کیفیت، طراحی و ساخته خواهند شد. از دیگر مواردی که ساخت نمونه سازی سریع با چاپگرهای سه بعدی صنعتی را محبوب ساخته، بازاریابی قبل از ساخت و تولید انبوه است. بدین گونه که کارفرمایان و صاحبان کارخانجات و صنایع مختلف میتوانند با حداقل هزینه و در اسرع وقت، از طرح مورد نظر خود، یک نمونه فیزیکی و قابل لمس بسازند و با ارایه آن به قشرها هدف، نظر ایشان را در مورد ایده و محصول تولیدی خود جویا شوند. شاید این بخش از مهمترین کاربردهای مدلسازی سریع سه بعدی باشد، زیرا ایده پردازان را قادر میسازد که با ارایه محصول مطلوب، ریسک سرمایهگذاری و تولیدانبوه را به حداقل برسانند.
* توضیحات بیشتر در مورد فرآیندهای پرینت سه بعدی :
1- رسوب نشانی با استفاده از اکستروژن
مدلسازی رسوب نشانی ذوبی یا مدلسازی تهنشین جوشخورده (FDM)، در اواخر دهه ۱۹۸۰ میلادی توسط اسکات کرامپ اختراع و در دهه ۱۹۹۰ تجاری شدهاست. در این روش، مدل یا قطعه با استفاده از اکسترود کردن دانهها یا جریان ماده که بلافاصله بعد از اکسترود برای ایجاد لایهها سخت میشوند، ساخته میشود. یک فیلامنت از جنس ترموپلاستیک، سیم فلزی یا مواد دیگر داخل یک کلگی نازل اکستروژن (اکسترودر چاپ سه بعدی) تغذیه میشود. کلگی نازل، ماده را گرم میکند و جریان ماده را قطع و وصل میکند. معمولاً موتورهای پله ای یا سرووموتورها برای حرکت دادن کلگی اکستروژن و تنظیم جریان ماده استفاده میشود. پرینتر معمولاً سه محور حرکتی دارد. از یک نرمافزار ساخت به کمک کامپیوتر (CAM) برای تولید G-کدها استفاده میشود که به میکروکنترلر دستگاه ارسال شده و موتورها کنترل میشود. پلاستیک معمولترین ماده مورد استفاده برای چنین پرینتی است. از پلیمرهای مختلفی نظیر پلی کربنات برای فرایند (FDM) استفاده میشود. فلز و شیشه هم میتواند در این فرایند مورد استفاده قرار بگیرند هرچند که فرایند رسوب نشانی ذوبی آنها بسیار گرانتر است و عموماً برای کاربردهای هنری استفاده میشوند. فرایند FDM از نظر تنوع شکلهایی که با استفاده از آن میتوان تولید نمود دارای محدودیت است. برای مثال FDM معمولاً نمیتواند ساختارهایی شبیه استالاکتیت را ایجاد کند چرا که دارای قسمتهایی است که در حین ساخت دارای پشتیبان نیستند و فرو میریزند. در این صورت بایستی از یک پشتیبان نازک استفاده نمود و در پایان آن را حذف کرد. مدلسازی رسوب نشانی ذوبی (FDM)، توسط شرکتهایی که پتنت اولیه را در اختیار ندارند، فرایند ساخت فیلامن ذوبی (FFF) نیز نامیده میشود.
2- به هم چسباندن مواد دانه ای
یک روش دیگر برای چاپ سه بعدی، ذوب انتخابی موادی است که در یک بستر دانه ای قرار گرفتهاند. در این تکنیک قسمتهایی از قطعه روی بستر ذوب میشود. سپس لایه دیگری از مواد دانه ای اضافه میشود و این فرایند تکرار میشود تا در نهایت قطعه نهایی ساخته شود. در این فرایند از واسطههای ذوب نشده برای پشتیبانی دیوارههای نازک و بخشهای آویزان استفاده میشود که نیاز به پشتیبانهای موقت را از بین میبرد. به عنوان مثال در زینتر کردن انتخابی با گرما، یک کلگی پرینت گرما را به لایههایی از جنس ترموپلاستیک پودر شده اعمال میکند. پس از این که یک لایه ساخته و تمام شد، بستر پودری به پایین حرکت میکند و یک غلتک اتوماتیک لایه جدیدی از پودر را اضافه میکند. این لایه نیز زینتر شده تا سطح مقطع دیگری از مدل شکل بگیرد. در زینتر انتخابی با گرما، گرمای با شدت کمتری نسبت به استفاده از لیزر ایجاد شده و نسبت به فرایند لیزری ارزانتر است و در اندازه نمونههای دسکتاپ نیز ساخته میشود. تکنیکهای زینتر با لیزر شامل زینترینگ انتخابی با لیزر (SLS) که میتوان هم از فلزات و هم از پلیمرها استفاده نمود و زینتر لیزری مستقیم فلز (DMLS) میباشد.فرایند SLS در اواسط دهه ۱۹۸۰ توسط دکتر کارل دکارد و دکتر جوزف بیمن در دانشگاه تگزاس ابداع و ثبت اختراع شد. فرایند ذوب انتخابی لیزر (SLM) از زینتر برای به هم چسباندن دانهها استفاده نمیکند بلکه با استفاده از لیزر انرژی بالا، پودر را کاملاً ذوب میکند و میتواند قطعاتی با ماده کاملاً فشرده ایجاد کند که خواص مکانیکی آنها قابل مقایسه با قطعاتی است که از روشهای تولید سنتی ساخته میشوند. فرایند ذوب با استفاده از پرتوی الکترونی (EBM) روش مشابهی است که برای ساخت افزایشی فلزات بهطور مثال آلیاژهای تیتانیوم استفاده میشود. در این روش قطعه به صورت لایه به لایه و با ذوب پودر در محیط خلأ ساخته میشود. برخلاف روشهای زینتر فلز که زیر دمای ذوب انجام میشوند، قطعات تولید شده توسط EBM بدون تخلخل هستند.[۸] یک فرایند دیگر، شامل سیستم پرینت سه بعدی با جوهرپاش است. در این روش مدل با استفاده از پخش لایه ای پودر (از جنس پلاستر یا رزین) و چاپ یک اتصال دهنده در سطح قطعه با استفاده از روش مشابه جوهرپاش ساخته میشود.
3- فوتوپلیمریزاسیون
در روشهای دیگر، نظیر روش استریولیتوگرافی، مواد مذاب با استفاده از تکنیکهای مختلف و پیچیده تبدیل به قطعه نهایی میشوند. استریولیتوگرافی نخستین بار توسط چاک هال در سال ۱۹۸۶ ثبت اختراع شد.[۹] فوتوپلیمریزاسیون در روش SLA ابتدا برای تولید یک قطعه جامد از مایع استفاده شد. این فرایند الهامی از روش مجسمهسازی با عکس (photosculpture) فرانسوا ویلیم (۱۹۰۵–۱۸۳۰) در سال ۱۸۶۰ و شکلگیری فوتوپلیمریزاسیون ماتسوبارای میتسوبیشی در سال ۱۹۷۴ بود. روش مجسمهسازی با عکس شامل عکاسی یک موضوع از انواع زوایای همسطح و طراحی هر عکس بر روی یک صفحه است که در آن یک پانتوگراف مورد استفاده قرار میگیرد تا ردیابی این طرح را روی مدل رسوبی انجام دهد.[۱۱] در فوتوپلیمریزاسیون، یک بشکه از پلیمر مایع در معرض نور کنترل شده تحت شرایط ایمن قرار میگیرد. مایع در معرض نور سخت میشود. پلیمریزاسیون هنگامی رخ میدهد که فتوپلیمرها در معرض نور قرار میگیرند و فتوپلیمرها حاوی کروم فوره باشند، در غیر این صورت، افزودن مولکولهای حساس به نور برای واکنش با محلول برای شروع پلیمریزاسیون لازم است. پلیمریزاسیون مونومرها منجر به اتصال متقابل میشود که پلیمر را ایجاد میکند. از طریق این اتصالات کووالانسی، خواص محلول تغییر پیدا میکند. سپس صفحه ساخته شده به مقدار کوچکی به پایین حرکت میکند و پلیمر مایع دوباره در معرض نور قرار میگیرد. این روند تا زمانی که مدل ساخته شود، تکرار میشود. سپس پلیمر مایع از بطری تخلیه میشود و مدل جامد باقی میماند. هندسهها و ویژگیهای فوقالعاده کوچک را میتوان با تکنیک ساخت سه بعدی در ابعاد میکرو که در فوتوپلیمرازیسون چند فوتونی استفاده شدهاست، ساخت. این روش از یک لیزر متمرکز برای نشانه گذاری و ترسیم جسم سه بعدی مورد نظر روی یک بلوک ژل استفاده میکند. ژل تنها در جایی که لیزر متمرکز شدهاست به جامد تبدیل میشود و ژل باقی مانده پس از آن شسته میشود. ابعاد کوچک زیر ۱۰۰ نانومتر و نیز ساختارهای پیچیده با قطعات متحرک و در هم قفل شونده به راحتی با این روش تولید میشود. تولید رابط مایع پیوسته(CLIP) یکی دیگر از انواع ساخت افزایشی است که از روش فوتوپلیمریزاسیون مبتنی بر DLP برای ایجاد اشیاء صاف و یکپارچه در اشکال مختلف استفاده میکند. روش CLIP با یک استخر از رزین فوتوپلیمر مایع شروع میشود. بخشی از پایین استخر (اصطلاحاً پنجره) نسبت به نور ماوراء بنفش شفاف است. مانند سایر سیستمهای DLP، پرتو نور ماوراء بنفش از طریق پنجره تابیده میشود و موجب میشود که رزین جامد شود. جسم به آرامی به اندازه کافی بالا برده میشود تا رزین بتواند به زیر قطعه جریان یافته و تماس با سطح زیرین قطعه را باقی نگه دارد. CLIP با فرایندهای سنتی DLP متفاوت است از این جهت متفاوت است که یک غشای نفوذ پذیر نسبت به اکسیژن زیر رزین قرار دارد وبا ایجاد «منطقه مرده» از چسبیدن رزین به پنجره جلوگیری میکند. بر خلاف استریولیتوگرافی، این فرایند چاپ پیوسته بوده و به میزان قابل توجهی سریعتر از فرایندهای DLP سنتی است.
4- تکنولوژی لایههای ورق ورق
در بعضی از چاپگرها، کاغذ را میتوان به عنوان مواد ساخت مورد استفاده قرار داد، و هزینه چاپ را پایین آورد. در دهه ۱۹۹۰ برخی از شرکتها چاپگرهایی را تولید کردند که برشهای مقطعی را از کاغذ مخصوص با پوشش چسب ایجاد کرده و با استفاده از لیزر کربن دیاکسید آنها را به هم اتصال میدهد. در سال ۲۰۰۵، شرکت Mcor Technologies با استفاده از ورقهای معمولی کاغذ اداری، تیغه کاربید تنگستن برای برش شکل و رسوب گذاری انتخابی چسبنده، یک فرایند متفاوت را توسعه داد. تعدادی از شرکتها نیز در حال فروش پرینترهایی هستند که اشیای ورقه ای را با استفاده از ورقهای نازک پلاستیکی و فلزی چاپ میکنند.
5- رسوب گذاری پودر با استفاده از انرژی هدایت شده
در این روش، یک لیزر با قدرت بالا برای ذوب و ریختن پودر فلزی هدایت شده به کانون تمرکز پرتو لیزر استفاده میشود. پرتو لیزر معمولاً به وسیله یک یا چند لنز به یک نقطه کوچک متمرکز میشود. این روش مشابه SLS است، با این تفاوت که پودر فلزی تنها در جایی که مواد به آن قسمت اضافه میشود، اعمال میشود. این فرایند برای طیف گستردهای از مواد از جمله تیتانیوم، فولاد ضدزنگ، آلومینیوم و دیگر مواد خاص و همچنین کامپوزیتها و مواد درجهبندی شده تابعی (FGM) میتواند به کار رود. این فرایند نه تنها میتواند بهطور کامل قطعات فلزی جدید را تولید کند، بلکه میتواند مواد را به قطعات موجود اضافه کند، به عنوان مثال میتوان از آن برای برای پوششدهی، تعمیر، و فرایندهای تولید هیبریدی استفاده کرد،
6- فرایندهای بر پایه سیم فلزی
سیستمهای تغذیه سیمی بر پایه لیزر، سیم را از طریق یک نازل که توسط لیزر ذوب شدهاست با استفاده از محافظ گاز بی اثر در محیط باز (گاز اطراف لیزر) یا در یک محفظه بسته روی سطح مینشانند. همچنین میتوان با ترکیب و اتصال دستگا جوش قوس الکتریکی با محافظ گاز روی یک سیستم سه بعدی، سیستمی برای پرینت سه بعدی قطعات از جنس فولاد یا آلومینیوم ایجاد نمود.




















